Смазка резьбовых соединений

Смазка резьбовых соединений
Резьбовое соединение – весьма небольшая по размеру часть любого механизма, однако имеющее огромное значение. Поломка всего одного винта может привести к выходу из строя всего агрегата.
- Неисправности в сборке являются наиболее распространенной причиной дефектных уплотнений на фланцах
- Ошибки при сборке могут повлиять на прочность винта, особенно при использовании высоколегированных винтовых материалов и экстремальных условиях эксплуатации
- Ошибки при сборке затрудняют последующий демонтаж и, следовательно, стоят много времени и денег
Резьба используется для преобразования вращательного (поворотного) движения в поступательное (линейное). В технологии различают два основных типа резьб:
|
 |
|
Крепежная резьба, винты или болты с треугольной или заостренной резьбой |
Подвижные резьбы, шпиндели с трапециевидной или плоской резьбой |
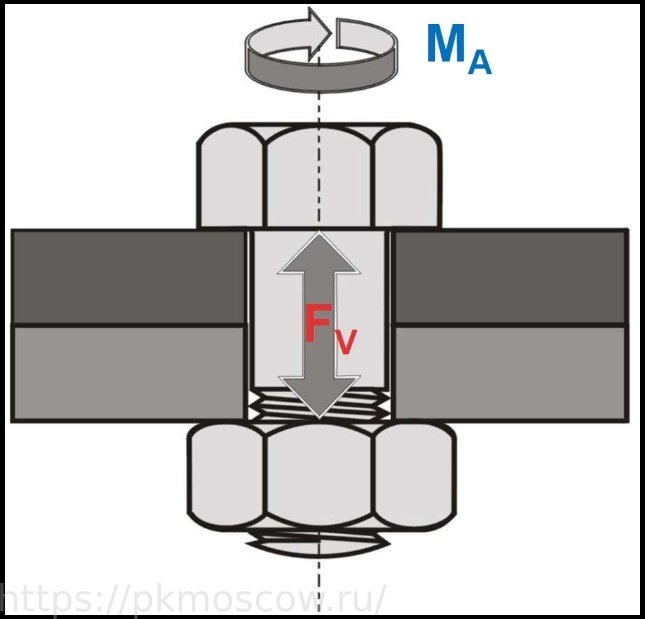
Принцип работы винтов основан на преобразовании момента затяжки [МА в Нм] через головку винта к гайке или внутренней резьбе в силу предварительного натяга [FV в Н] на валу винта, с помощью которого соединительные детали прижимаются друг к другу. Силы сопротивления трению в резьбе и под головкой винта препятствуют преобразованию момента затяжки (MA) в силу предварительного натяжения (FV), поэтому только примерно 10 % момента затяжки действительно преобразуются в предварительное натяжение винта. Соответствующий коэффициент трения резьбового соединения зависит, прежде всего, от материала и поверхности резьбы и винта. Размер винта при этом не имеет значения.
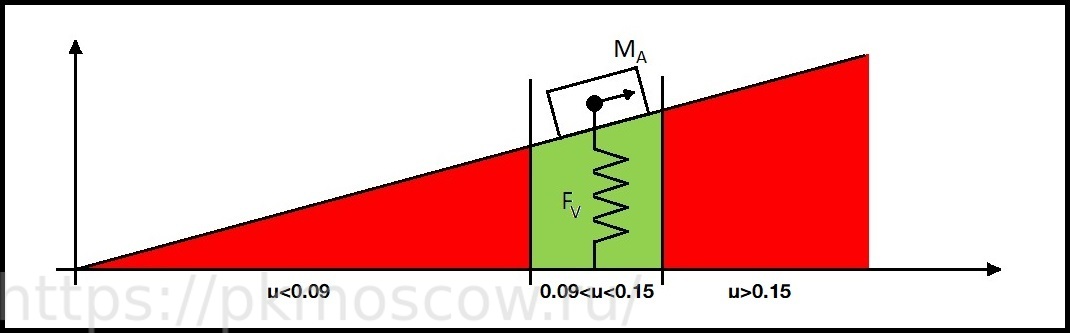
В теории, оптимальным считается момент, когда коэффициент трения должен находится в диапазоне 0,09<µ<0.15.
Использование смазочных материалов при сборке резьбовых соединений позволяет добиться правильного коэффициента трения, что обеспечит как снижение затрат энергии на непосредственно сборку и достичь необходимого усилия, а также избежать ряда проблем:
- Холодая сварка. В случае высоколегированных сталей, в частности, сварка поверхностей часто происходит при затягивании гайки.
- Пригорание. При высоких рабочих температурах (> +200°C) приводит к окислению (слоям накипи), что может привести к закупорке резьбы.
- Коррозия. Из-за капиллярного эффекта в резьбу могут легко проникать влага или газ, что может привести к коррозии.
OKS производит несколько видов смазочных материалов для резьбовых соединений:
Пасты:
- OKS 217 – высокотемпературная особо чистая паста не содержащая металлов, работоспособна при температуре от -40°С до +1400°С
- OKS 235 – алюминиевая противоприхватывающая паста, работоспособна от -40° до +1100°С.
- OKS 240 и OKS 245 – медные антизадирные пасты с отличной защитой от коррозии. Температурный диапазон работы от -30°С до +1100°С.
- OKS 250 и OKS 252 – белые резьбовые и универсальные пасты, не содержащие металлов, с пищевым допуском, температурный диапазон от -40°С до +1400°С
- OKS 255 – керамическая паста, подходит для соединений из нержавеющей стали. Работоспособна от -30°С до +1400°С.
Масла:
- OKS 601 – универсальное масло, с очень хорошей способностью к расползанию, вытеснению влаги и великолепной защитой от коррозии. Рабочие температуры от -30°C до +60°C (+150°C после испарения растворителя)
- OKS 641 – масло для обслуживания, отлично подходит для демонтажа прикипевших резьбовых соединений. Максимально универсальное применение. Рабочие температуры от -30°C до +60°C (+150°C после испарения растворителя)